
What is HVOF?
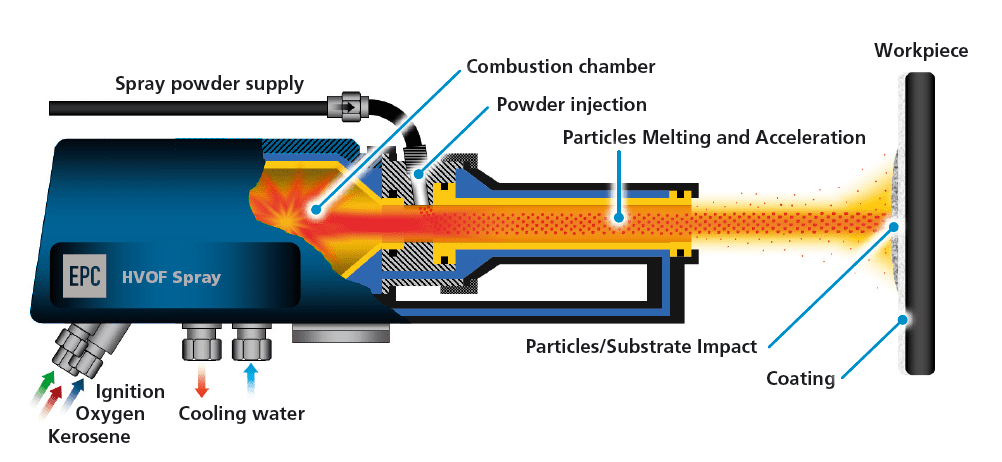
The High Velocity Oxygen Fuel (HVOF) process is when fuel and oxygen are fed into a combustion chamber and ignited and combusted continuously. The fuels can be gases (hydrogen, methane, propane, propylene, acetylene, natural gas, etc.) or liquids (kerosene, Ethanol etc).
The resultant hot gas expands rapidly and exits through a converging–diverging nozzle. The jet velocity produced at the exit of the barrel (>2,000 m/s) exceeds the speed of sound. A powder feed stock is injected into the gas stream at various locations, dependant on the chosen Gun or Torch. It is then accelerated up to approximately 700 m/s.
The jet of hot gas and powder (spray stream) is directed towards the surface to be coated. The powder partially melts in the stream and deposits upon the substrate. The resulting coating has, among other attributes, very low porosity and high bond strength.
A wide variety of materials can be applied using the HVOF process in thicknesses ranging between 0.05mm to a few mm.
Coatings applied via HVOF
Coatings applied via a HVOF process include:
- Nickel based alloys
- Cobolt based alloys
- Stainless steels
- Stellite, Triballoy, Inconel
- Carbides / Cermets
- WC-Co, Cr2C3-NiCr
- MCrAlY
Applications of the HVOF
Typical applications of the HVOF process:
- High wear conditions (Sliding/abrasion/erosion)
- Corrosive environments (Gases, acids, salt water)
- High temperature environments (Oxidation)
- Restore thickness on worn components
Benefits of HVOF
There are a number of benefits of HVOF, these include:
- Improved performance
- Improved operational efficiencies
- Reduced costs
Why choose EP Coatings?
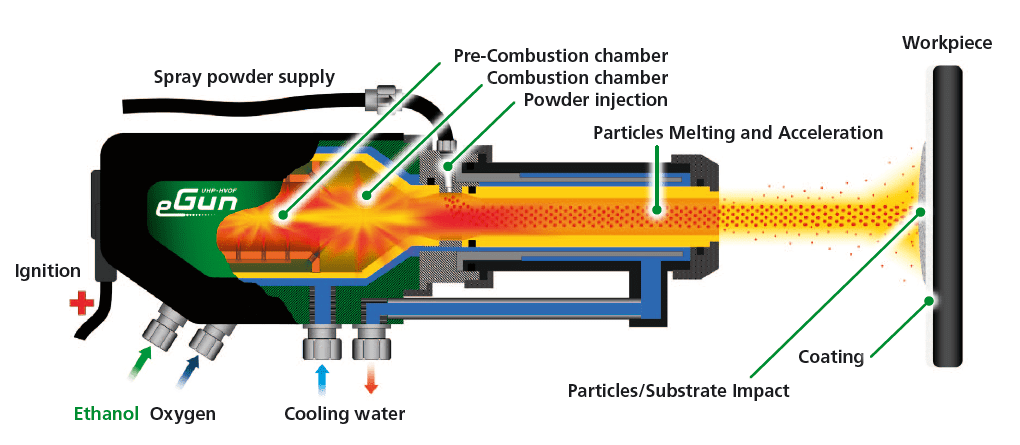
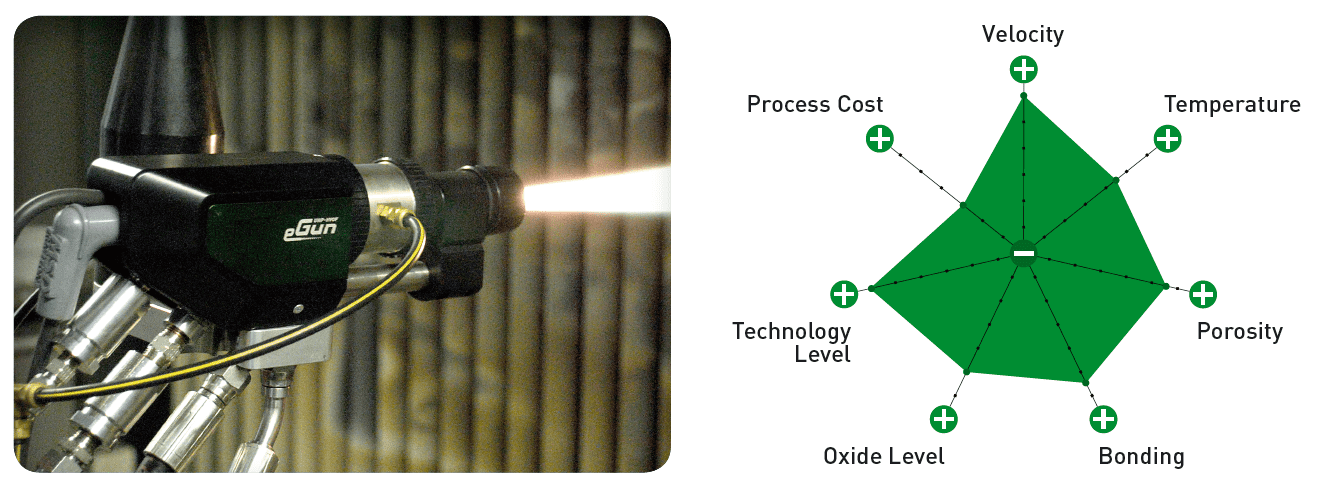
In addition to acetylene fueled HVOF, EPC also operate the state of the art eGun™. The eGun™ is a liquid fuel HVOF torch that utilizes ethanol as its fuel. The eGun™ is capable of operating at combustion chamber pressures up to 13 bar (188 PSI). This is 3 to 5 bar (43 – 73 PSI) greater than conventional kerosene HP-HVOF systems. It has been shown that higher combustion chamber pressure generates higher flame velocity which in turn generates higher particle velocity. Higher particle velocity results in improved coating density and better overall coating integrity. It is also very easy to run at low flame velocity for slow and hot parameters to produce very good bonding (rough) flash coats.
A wide variety of materials can be applied using the HVOF process, in thicknesses ranging between 0.05mm to few mm.
Contact EPC
View EP Coatings list of accreditations and contact us to discuss how HVOF can help solve your challenges faced by your business or manufacturer.
